

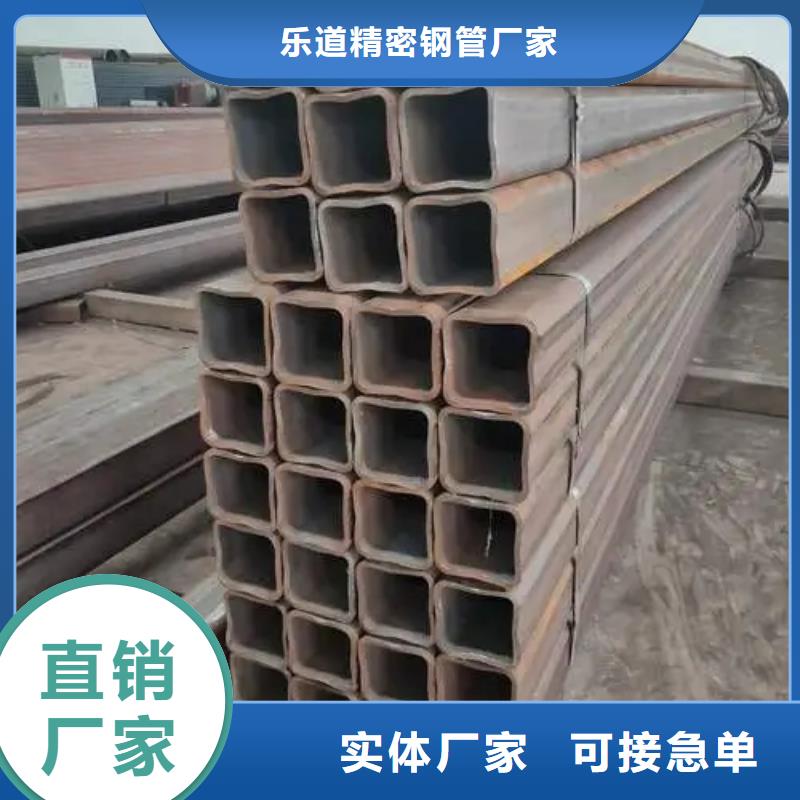
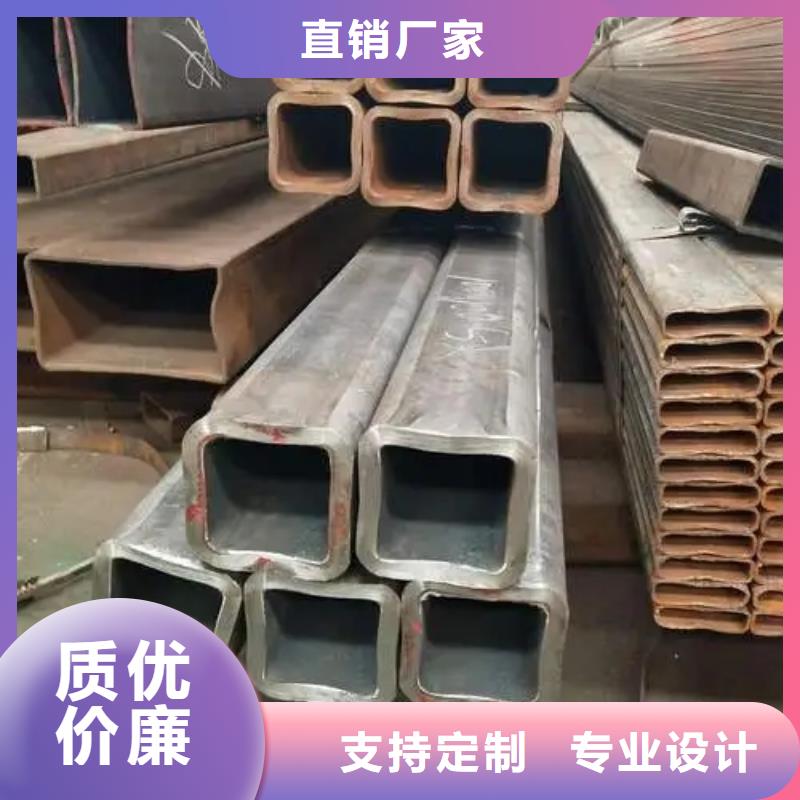
产品详细介绍



整套制造的原材料为圆柱形棒料或管料,目前根据成型工艺不同,萍乡无缝方管整套一般有以下几种制造过程。
1)(棒料)下料-锻造-退火(或正火-车削(冷辗成型)-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
2)(棒料、管料)下料-冷辗成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
3)(管料)下料-车削成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
4)(棒料)下料-冷(温)挤压成型-车削-热处理淬、回火-磨削-零件检查-退磁、清洗-
根据工程图的总体规划,进行管道的准确定位,预制构件的支管根据现场的自然环境,再按照整体图进行切割和现场,然后用角向磨光机打磨焊缝,再进行电焊。
萍乡无缝方管在使用前应完成工程施工准备。 Q345B无缝方管的管道沟应开挖,完成管井的砌砖切割,应及时用到各种Q345B无缝方管,所需的各种物品,包括直流焊接机,自动切割机,冲击电钻,角向磨光机等应充分准备。在基本机械设备之前,只能进行一系列准备工作。
根据质量规定和Q345B无缝方管,萍乡无缝方管不得在焊接位置焊接立管,并应防止弯曲部分焊接。不带机械设备的立管的误差和泄漏应小于3 mm /米,而水稳装置的误差和泄漏应小于1 mm。 Q345B无缝方管要求焊接平整且饱满,焊缝不得烧穿和开裂。
萍乡无缝方管的调平和铣削:需要先经过砧台使原先弯曲的厚钢板平整,再经过铣床使厚钢板平整
切开边缘的两侧,使其可以达到板的指定宽度,板边缘的平整度和焊缝的外观。
1. 实弯
萍乡无缝方管实体弯曲,顾名思义,是为了压缩弯曲。在整体弯曲过程中,内、外辊和坯的内外壁在两个方向上被压实。
萍乡无缝方管固体弯曲的优点是回弹小,成型准确,只要辊型准确,内角成型的R更准确。
萍乡无缝方管实体弯曲的缺点是拉伸/变薄的影响。一,实体弯曲会拉伸弯曲,拉伸效应会缩短弯曲线的纵向长度;二,在固体弯曲处的金属会通过拉伸而变薄。
2. 空弯
萍乡无缝方管空弯是由外辊与管坯外壁单向接触形成弯曲力矩使带钢弯曲。空弯曲会导致弯曲线压缩,压缩效应会使弯曲线纵向伸长,弯曲点处的金属会累积增厚。这是空弯曲的压缩/增厚效应。
萍乡无缝方管空弯的优点是当不能进行弯折时,它可以弯曲边长,例如矩形管的上/侧同时弯曲和完成。空弯管也可以弯曲R<0.2t的内角而不导致管壁破裂。
萍乡无缝方管的不均匀主要表现在螺旋壁不均匀、线形壁厚不均匀、头尾壁厚又厚又薄等现象。
萍乡无缝方管壁厚不匀的原因是穿孔机轧制中心线不正确、两辊倾角不匀或塞前减径小等调整原因造成壁厚不匀。它一般沿钢管的整个长度呈螺旋状分布。其主要措施是调整穿孔机的轧制中心线,使两辊倾斜角相等,并根据轧制工作台给出的参数对轧机进行调整。
萍乡无缝方管壁厚线性不均匀的原因是芯棒预穿线鞍高度调整不当,芯棒预穿线一侧接触毛细,导致接触面毛细温度急剧下降,造成壁厚不均,拉深凹凸不平等缺陷。连续辊之间的间隙过小或过大。管机中心线偏差。单、双机架减量不均匀,会造成单机架方向的超薄(超厚)和双机架方向的超厚(超薄)线对称偏差。主要措施是调整芯棒预攻丝鞍的高度,保证芯棒与毛细管对中。在改变孔型和轧制规格时,应测量辊缝,使实际辊缝与轧制台一致。用光学定心装置调整轧制中心线,在年度大修时须对管机中心线进行校正。